ПРОВЕРКА ПАРАМЕТРОВ ИНВЕРТОРА АВРОРА Система 200 AC/DC ПУЛЬС
Больше двух лет назад у меня появилась пара аппаратов группы компаний Аврора. Это был плазморез AuroraPRO AIRHOLD 42 и аппарат аргонодуговой сварки AuroraPRO INTER TIG 200 AC/DC PULSE. До этого момента к сварочным работам я имел отношение ОТ СЛУЧАЯ К СЛУЧАЮ и то только обычными электродами. О плазменной резке только был наслышан и не более того. В общем пришлось осваивать новые специальности методом САМОУЧКА, поскольку так быстрее.
По мере изучения возможностей данных инверторов решил все самое интересное снимать на видео, но в итоге получилось несколько обучающих роликов.
Чуть больше года назад появился сварочный полуавтомат AuroraPRO OVERMAN 160 – я не стал долго размышлять о том какой автомат брать – и AIRHOLD и INTER TIG 200 показали себя с хорошей стороны и сомнения на тему чей полуавтомат брать не возникло вообще. И тоже было сделано несколько роликов на тему сварочных работ полуавтоматом.
Ролики получились довольно популярные, но критические комментарии разумеется тоже есть. Некоторые действительно дельные, а некоторые из разряда откровенного тролинга. Но не суть дела.
Само дело в том, что я получил письмо от представителя Авроры с предложением взять для тестов их сварочный инвертор из новой линейки сварочного оборудования АВРОРА Система 200 AC/DC ПУЛЬС.
Почитав характеристики аппарата я решил, что отказываться довольно глупо – аппарат действительно довольно интересный и обзавестись таким на халяву это довольно удачное стечение обстоятельств.
Разумеется распаковку и первичную проверку снимал на камеру:
Но проверка бывает разной. Перед тем как приступить к сварочным работам решил я снять реальные характеристики с это Системы 200 AC/DC ПУЛЬС. Прежде всего это даст чуток уверенности в себе, поскольку как не верти к разряду профессиональных сварщиков я не отношусь. Да и знать что умеет на самом деле этот инвертор будет не лишним, тем более балластный реостат уже доделан до уровня МОЖНО ПОЛЬЗОВАТЬСЯ. Единственной проблемой является отсутствие мощного ЛАТРА, но в данном случае плавная регулировка входного напряжения особо и не нужна, а ступенчатую я могу организовать используя свой старый сварочный аппарат – обычный мощный траснформатор.
Итак, что нужно выяснить?
Напряжение сварочной дуги пропорционально диаметру сварочного электрода и длине дуги. Зависимость от диаметра электрода не очень большая, поэтому ее учитывать не будем, а вот напряжению уделим более пристальное внимание, поскольку длина дуги зависит от сварщика.
Практически во всех учебниках рекомендуется использование короткой дуги, т.е. длина дуги не должна превышать диаметр электрода и при этом не прилипнуть. Однако удерживать такую короткую дугу под силу лишь опытным сварщикам, да и в быту подобные технологии не совсем оправданы – весьма сомнительно, что кто то будет собирать действующую модель Бурана у себя во дворе. Поэтому без переживания за качество шва длину дуги можно увеличить до размера СРЕДНЕЙ, это как раз превышение диаметра электрода на 1-2 мм.
Дальше уже идет длинная дуга – превышение длины дуги на 3-4 мм, но это уже не сварка а покрытие заготовок каплями стали, заляпанными жижей из обмазки электродов.
Для удержания короткой и средней дуги необходимо напряжение в пределах от 20 до 26 вольт. Тут следует учитывать, что чем больше будет напряжение, тем будет шире шов, чем будет больше ток, тем глубже будет расплавлен металл и в итоге будет большая глубина провара. Более подробной информации найти не удалось – в учебниках основной упор на промышленную сварку, где сварочный ток начинается от 200 ампер, но пардон, в быту обычно 200 ампер это уже предел, поскольку бытовые сварочные инверторы однофазные и нагружать на одну фазу мощностями более 6 кВт не рекомендуется.
В общем поковырявшись в интернете какое время была составлена табличка. В табличке указаны минимальные значения выходного напряжения при том или ином сварочном токе необходимое для получения качественного сварочного шва. Если выходное напряжение будет выше указанного напряжения, значит инвертор справляется со своей задачей, если ниже, то надпись на коробке о реальных параметрах маркетинговая заманиловка.
ОПТИМАЛЬНЫЕ ЗНАЧЕНИЯ
MMA
MIG-MAG
TIG
I
U
I
U
I
U
10
20,4
10
14,5
10
10,4
20
20,8
20
15
20
10,8
30
21,2
30
15,5
30
11,2
40
21,6
40
16
40
11,6
50
22
50
16,5
50
12
60
22,4
60
17
60
12,4
70
22,8
70
17,5
70
12,8
80
23,2
80
18
80
13,2
90
23,6
90
18,5
90
13,6
100
24
100
19
100
14
110
24,4
110
19,5
110
14,4
120
24,8
120
20
120
14,8
130
25,2
130
20,5
130
15,2
140
25,6
140
21
140
15,6
150
26
150
21,5
150
16
160
26,4
160
22
160
16,4
170
26,8
170
22,5
170
16,8
180
27,2
180
23
180
17,2
190
27,6
190
23,5
190
17,6
200
28
200
24
200
18
210
28,4
210
24,5
210
18,4
220
28,8
220
25
220
18,8
230
29,2
230
25,5
230
19,2
240
29,6
240
26
240
19,6
250
30
250
26,5
250
20
Итак, что мы будем проверять?
Перво-наперво вращая регулятор сварочного тока будем ограничивать ток и проверим какое значение напряжения дуги будет в момент начала ограничение тока. Если значение напряжения выше указанного в таблице – честь и хвала производителю - Система 200 AC/DC ПУЛЬС справляется со своими задачами. Если ниже, то… Что называется – сами напросились…
Чтобы развеять все сомнения и исключить кривотолки сразу поясню – в режиме сварки MMA и TIG происходит стабилизация тока, т.е. при уменьшении длины дуги дабы удерживать ток напряжение уменьшается, а при увеличении длины дуги выходное напряжение инвертора увеличивается.
Лишь при сварке в режиме MIG инвертор стабилизирует напряжение и незначительно регулирует ток – так называемый регулятор индуктивности.
Поэтому при произведении замеров регулировка тока будет производится крутиком аппарата и проверяться значение выходного напряжения при достижении выставленного тока.
Но перед замерами сделаем еще один, не маловажный, эксперимент, который наглядно покажет как можно сэкономить чуток деньжат и пару стаканов нервов.
Дело в том, лет 8-9 назад я на базаре встретил знакомого, который на плече нес бухту провода. После приветствия я не удержался и полюбопытствовал накой ляд ему столько провода?
- Да переноску на сварочник сделать – забор буду варить.
- Полтора квадрата это очень мало для сварочника, нужно как минимум два с половиной квадрата и обязательно ГОСТовский – естественно начинаю умничать я.
- Хватит и такого, а тот больно дорогой – отвечает мне знакомый.
Единственное, что я ему ответил – Скупой платит дважды…
Тут небольшая пояснялка – я знаю, что у него за сварочник – самопал киловатт на 8, намотан медной шиной, регулировка тока осуществляется точно так же как и на моем старичке – переключением клемм + шахтные шунты.
Для большего понимания происходящего поясню, что подключение таких монстров обычно происходит методом удочек – провода ввода в наших краях еще довольно часто без изоляции и дабы не ушатать проводку в доме в электросетях должно браться разрешение на проведение сварочных работ мощностями более 8 кВт, производится оплата и дальше уже работа.
Делаются крючки на палках и тупо накидываются на вводные провода ну и конечно же подключается сварочный аппарат. Другими словами нет ни каких ограничений тока, получаемого от сети 220 вольт.
На вскидку провода он взял метров тридцать.
Теперь не много прервемся и сделаем несколько замеров. Для начала измерим что приходит у меня в розетке, затем включим инвертор и организуем ему максимальную нагрузку. Таким образом выясним какое падение напряжения происходит в моей проводке. Эта розетка подключена проводом два с половиной квадрата, длина до распредкоробки метров 8-9, дальше уже идет медяка в шесть квадратов, метров 8, потом счетчик и 10 квадратов уходит на столб.
Итак, падение в моей проводке на максимальной нагрузке составляет порядка 9-10 вольт.
Теперь переключим сварочный аппарат в переноску. Длина 4 метра, сечение полтора квадрата. К проводу переноски примотана термопара и сейчас станет понятно для чего.
Включаем инвертор, подключаем нагрузку и становится ясно, что в этой переноске остается порядка 6-7 вольт. При выходном напряжении 30 вольт и токе 160 ампер получается что из сети он берет более 20 ампер, на 6-7 вольт это около 120 Вт чистого тепла, которое выделяется в жилах этой переноски и именно это тепло сейчас разогревает изоляцию – температура пошла вверх.
Разумеется, что электроды не метровые и на время смены электрода переноска будет остывать, но по любому это не спасет ее от полного разрушения, а всего лишь отсрочит проплавление изоляции и образование короткого замыкания.
Падение в переноске составнляет 6 вольт.
Через 2 минуты работы температура изоляции достигла 53 градуса. Какова же температруа самого провода???
Спустя пару месяцев я снова встретил своего знакомого и он мне напомнил мои же слова, дополнив своими: - Скупой платит дважды, а тупой – трижды.
Размотав переноску и сложив несколько витков запаса возле сварочного аппарата он приступил к работе. Не хватало тока (большое падение в переноске) и он наболтал по максимуму. При замене очередного электрода он заметил, что из бухточки идет дым – лежавшие друг на друге витки переноски нагревались сами при этом нагревая соседние – саморазогрев.
Ну а дальше было была красотища до сих пор им не виданная.
Возле бухты вспыхнула дуга и по переноске эта дуга помчалась в сторону подключения к проводам идущим на столб, оставляя за собой яркую дорожку из догорающей изоляции.
В этом случае нагрузка образовалась еще более сильная и начала плавится изоляция на проводе к которому был подключен крючок, висящий на проводе ввода сети в дом.
Образовавшееся новое короткое замыкание нагрузило ввод так, что он просто отгорел на столбе.
По итогу – купленные тридцать метров провода сечением полтора квадрата просто выгорели – даже на цветмет сдавать было не чего. Ну и пришлось вызывать электриков для подключения на столбе и это было не бесплатно.
Забор он конечно доделал и жлобится на переноску уже не стал – померял сколько нужно точно метров и купил провода четыре квадрата сечением.
Надеюсь эта история и показанный эксперимент уже ни у кого не вызовут сомнения в том, что действительно скупой платит дважды, а тупой – трижды?
Питание сварочного инвертора мощностью до 7 кВт должно осуществляться через провода не менее двух с половиной квадратов и это должны быть ГОСТовские квадраты, поскольку два с половиной квадрата по ТУ это примерно 1,9…2,2 реальных квадратным миллиметра – я как то удосужился пересчитать. А это уже зона риска. Очень желательно, чтобы переноска была в теплостойкой изоляции и уж ни как не стоит лишний провод переноски сматывать в бухточки – саморазорев только усиливает вероятность разрушения изоляции.
Ну а теперь посмотрим что же за выходные напряжения на этом инверторе.
Результаты сведем в табличку и сравним полученное с требуемым.
В общем то очень даже не дурственно – ниже 30 вольт напряжение дуги не опускается, следовательно на этом аппарате вполне реально работать отталкиваясь от показаний амперметра, а не производя подбор сварочного тока вручную в процессе работы.
Кстати сказать – индикатор на АВРОРА Система 200 AC/DC ПУЛЬС во время горения дуги работает в режиме амперметра. Свойство интересное и помогает при тестах. Но при работе сварщик обычно смотрит на дугу, а не сварочный аппарат. В общем примочка прикольная, но не совсем понятная.
Теперь подключим автотрансформатор и попробуем не убить аппарат повышенным напряжением – не хочется его упикать так и не поварив на нем.
В общем при входом 260 вольт Система 200 AC/DC ПУЛЬС еще держится. Разумеется под нагрузкой напряжение проваливается, но даже на холостом ходу дым с него не идет.
Теперь попробуем выяснить нижние предел питающего напряжения. Сделаем это в несколько этапов и посмотрим при каком напряжении сети максимальный сварочный ток начнет падать. Это и будет минимальное напряжение.
Тут тоже имеет смысл кое что пояснить – если при пониженном напряжении сети инвертор начнет «захлебываться» на максимальной нагрузке, то это не значит, что он не сможет выдавать меньший ток.
Другими словами, например при сетевом напряжении в 190 вольт на 160 амперах будет завал, то это означает электродом 4 мм Вы не сможете проварить стальной лист толщиной 10 мм, а вот лист толщиной в 5 мм тем же электродом успешно варить получится – нужен ток в 130 ампер.
Кстати в паспорте на этот инвертор есть таблицы с рекомендациями используемых электродов и токов для сварки.
Итак, поехали…
У учетом провалов в моей проводке по итогу получилось, что при входном напряжении 180 вольт на максимальном токе варить он еще сможет, но только на очень короткой дуге, а вот для тока 140 ампер он ведет себя вполне адекватно.
В общем при входном сетевом в 180 вольт варить тройкой можно свободно, а вот с четверкой уже будут трудности – сталь толще 5-6 мм он уже прогревать будет на грани приемлемости сварочного шва.
Чуть не забыл – максимальный сварочный ток к току короткого замыкания отношения не имеет. Это абсолютно разные параметры и ток короткого замыкания это лишь показатель, что существует дополнительное ограничение тока через силовые транзисторы инвертора, дабы не убить их во время поджига дуги.
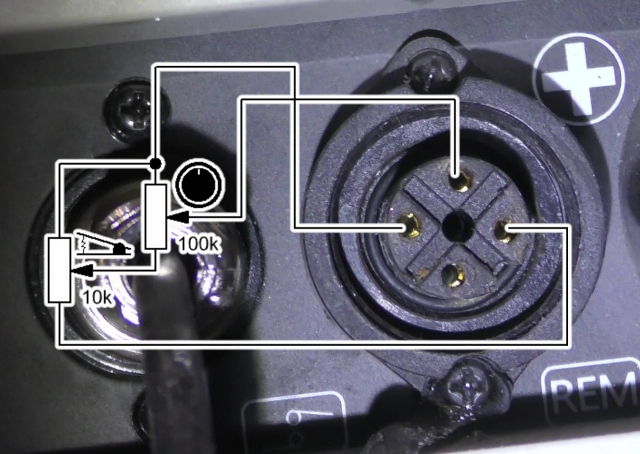
Кстати сказать, на сварочном инверторе АВРОРА Система 200 AC/DC ПУЛЬС имеется разъем для подключения педали дистанционного управления, распиновка разъема ниже на фото:
Разуммется после тестов нужно попробовать аппарат в работе. Самое сложное - сварка алюминия. Вот что ПОЛУЧИЛОСЬ.
AuroraPRO AIRHOLD 42 INTER TIG 200 OVERMAN 160 подключения педали максимальный сварочный ток при пониженном напряжении сети инвертор переключим сварочный аппарат в переноску балластный реостат АВРОРА Система 200 AC DC ПУЛЬС сварочный полуавтомат сварочный инвертор из новой линейки сварочного оборудования