Столкнувшись в необходимостью варить нержавейку появилось довольно много вопросов, ответы на некоторые были найдены, на некоторые все еще весят в воздухе.
Как истинный лентяй полез на Ютуб, в надежде на скорую руку освоить сварку а Аргоне, но столкнулся с довольно серьезной проблемой – подавляющее большинство видео на русском языке по теоретической части имеют довольно много слабых мест, а уж по качеству съемки, так это вообще полный завал…
Сразу скажу – данный материал тоже будет далек от идеала, но я хоть попытаюсь упорядочить то умное, что удалось собрать о сварке, об аргоне.
Для начала об оборудовании.
Для сварки в среде аргона необходим сварочный аппарат, позволяющий работать в этом режиме. Подобных аппаратов довольно много и цена у них отличается тоже довольно сильно. Поэтому при выборе аппарата прежде всего следует определится для каких именно работ он Вам нужен. Мой аппарат был предоставлен работодателем, однако выбор модели осуществлялся мной. Из каких критериев я исходил при выборе аппарата:
1. Аппарат должен варить все виды цветных металлов, а для сварки алюминиевых сплавов необходима сварка на переменном токе, т.е. аппарат должен варить и постоянкой и переменкой.
2. Предположительно варить нужно будет нержавеющую сталь толщиной от 0,5 до 5 мм, следовательно должна быть регулировка тока от 10-15 ампер до 100-120. Поскольку объемы сварочных работ на момент покупки были не известны, то ставился дополнительный параметр – ПВ на токе 100 ампер должно быть не меньше 70-80%. ПВ – продолжительность включения на каком то определенном токе, обычно на максимальном. Если на максимальном токе у аппарата ПВ более 50%, то это уже либо полупрофессиональный или профессиональный аппарат.
3. Должен сохранять работоспособность при входном напряжении 180-190 вольт – в межсезонье у нас напряжение в сети падает до 190-200 вольт.
Первоначально выбор пал на Кедр TIG-200P AC/DC, но вскоре выяснилось, что есть аппарат с таким же функционалом, с таким же внешним видом и органами управления, но только другого цвета и дешевле и был приобретен AuroraPRO INTER TIG 200 AC/DC PULSE.
Данный сварочный аппарат имеет следующие характеристики:
Типы сварки ручная дуговая сварка (MMA), аргонодуговая сварка (TIG)
Сварочный ток (MMA)10-200 А
Сварочный ток (TIG)5-200 А
Напряжение на входе 187-253 В
Количество фаз питания 1
Напряжение холостого хода 44 В
Тип выходного тока постоянный и переменный
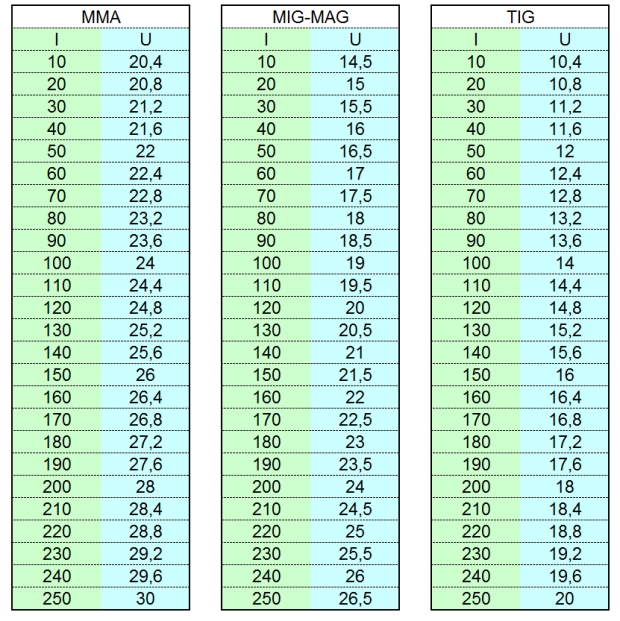
Рабочее напряжение 18-28 В
Мощность 4.5 кВт
Продолжительность включения при максимальном токе 60 %
Максимальная толщина металла 10 мм
Дополнительные характеристики
Тип поджига дуги высокая частота
Класс изоляции F
Степень защиты IP21
Температурный диапазон работы от -20 до 50 °C
Габариты, ДхШхВ 498х328х302 мм
Масса 20 кг
Комплектация горелка TIG 26, 4 метра - 1 шт. кабель 16mm2, 3 метра - 2 шт. держатель электрода 200A - 1шт. зажим на массу 300А - 1 шт.
Из названия данного аппарата видно, что он действительно профессиональный, да и на самом деле аппарат позволяет работать в довольно большом количестве режимов. Это и регулировка балланса при сварке на переменном токе, возможность работать на пульсирующем токе, когда ток сварки изменяется в установленном диапазоне, что позволяет более качественно проваривать тонкие детали. Высковольтный поджиг дуги в режиме TIG значительно увеличивает ресурс вольфрамовых электродов. Для длинных швов предусмотрен 4-х тактный режим работы с возможностью заварки кратера. Имеется возможность подключения педали.
Эта вставка сделана гораздо позже написания основной статьи - решил продуть сварочник от пыли и за одно посмотреть что там внутри, этого самого AuroraPRO INTER TIG 200 AC/DC PULSE:
Разумеется первые включения производились в режиме ручной сварки, поскольку на этом поприще хоть какой то опыт имелся. Впечатления остались весьма положительными – электродами от 2 до 4 мм аппарат работает легко, при залипании электрода электрод не перекаливается, дуга горит ровно и зажигается без проблем. Пробовал несколько видов электродов, выбор остановил на «Монолите» - цена/качество для бытового использования более чем приемлема.
На всякий случай табличка диаметров электрода и сварных токов:
Толщина металла
1-3
3-4
4-5
5-6
6-8
8-11
11-15
15-18
Диаметр электрода
1,0-1,5
1,5-2,0
2,0-2,5
2,5-3,0
3,0-4,0
4,0-5,0
5,0-6,0
> 6,0
Ток сварки
20-60
50-90
60-100
80-120
110-150
140-180
180-220
220-260
Но вернемся к сварке аргоном нержавейки и выясним какие марки нержавеющей стали бывают для чего используются.
Виды стали 300-й серии
Хромникелевая нержавейка этой группы по своему химическому составу бывает аустенитная, аустенитно-ферритная и аустенитно-мартенситная, в зависимости от процентного содержания углерода, никеля, хрома и титана. Это самая универсальная нержавейка, свойства которой обеспечивают ей неизменно высокий спрос на рынке.
AISI 304 (08Х18Н10)
Востребованная во всех отраслях промышленности, эта нержавейка, однако, снискала славу «пищевой». Ее химический состав и свойства делают ее наиболее подходящей для применения в пищепроме. Она легко поддается сварке, показывает высокие характеристики коррозийной стойкости в агрессивных средах. Ее также часто выбирают для химической, фармацевтической, нефтяной и текстильной промышленности.
AISI 316 (10Х17Н13М2)
Нержавейка 316 получается, если добавить в 304-ю нержавейку молибден, что еще больше повышает коррозионную устойчивость и способность к сохранению свойств в агрессивных кислотных средах, а также при высоких температурах. Эта нержавеющая сталь дороже, чем 304, она используется в химической, нефтегазовой и судостроительной промышленности.
AISI 316 и L - сталь конструкционная криогенная
AISI 316 Ti - сталь коррозионно-стойкая обыкновенная
AISI 316T (10Х17Н13М2Т)
Эта марка стали нержавейки содержит небольшое количество титана, повышающего прочность материала, делающего его устойчивым к высоким температурам, а также к ионам хлора. Используется в сварных конструкциях, для изготовления лопастей газовых турбин, в пищевой и химической промышленности. Доступная цена и высокие технические характеристики делают эту нержавеющую сталь очень популярной.
AISI 321 (12-08Х18Н10Т)
Нержавеющая сталь, характеристики которой обусловлены повышенным содержанием титана. Легко поддается сварочной обработке, устойчива к температуре до 800 o С. Широко востребована для изготовления бесшовных труб, а также трубопроводных фитингов — фланцев, тройников, отводов и переходов.
Виды стали 400-й серии
Эта серия имеет более узкий диапазон, чем 300-я. К ней относится нержавейка с высоким содержанием хрома, – других легирующих элементов в ней почти не содержится, что положительно сказывается на ее стоимости. Низкое содержание углерода делает эти нержавейки пластичными и хорошо свариваемыми.
AISI 430 (12Х17)
Это нержавейка с высоким процентом хрома и низким – углерода. Такое соотношение способствует высокой прочности и одновременно пластичности. AISI 430 хорошо гнется, сваривается, штампуется. Сохраняет свои свойства в коррозионно опасных и серосодержащих средах, устойчива к резким перепадам температуры. Используется в нефтегазовой промышленности, а также в качестве декоративного материала для отделки зданий и помещений.
Виды стали 200-й серии
Пока можно говорить только об одной марке стали в этой серии, но она успешно догоняет своих конкуренток в сериях 300 и 400.
AISI 201 (12Х15Г9НД)
Сталь нержавеющая марки AISI 201 значительно дешевле аналогичной по свойствам нержавейки других серий. В ней дорогой никель частично заменен марганцем и азотом. Выгодно сбалансированный химический состав делает характеристики нержавейки AISI 201 не уступающими AISI 304 и AISI 321. Она нашла свое применение в медицинской и пищевой промышленности. Используется также при изготовлении круглых и профильных труб, которые требуются для создания перил, поручней и ограждений.
В комплекте со сварочником шла горелка типа 26 и первые опыты по сварке нержавейки были проделаны именно со штатной горелкой. Однако во время выбора сварочного аппарата проскользнула информация, что используя газовые линзы для аргон сварки качество шва можно получить несколько лучше.
Данная информация была более детально изучена в интернете. К сожалению поговорить в живую с опытными сварщиками не удалось – аргон в наших краях диковинка и владельцы аппаратов не распространяются о всех тонкостях сварки. Но то их дело, в обще то…
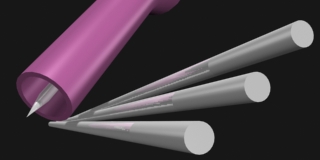
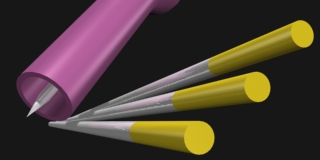
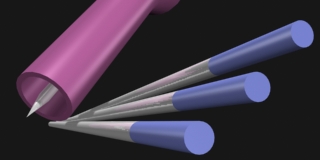
В общем положительных отзывов о газовых линзах оказалось гораздо больше, чем нейтральных и отрицательных. Смысл газовой линзы заключается в том, что она перенаправляет поток аргона в равномерную струю, что позволяет не сильно заморачиваться над углом сварки и дает возможность выдвинуть электрод из горелки на большее расстояние. Наиболее наглядным является поток дыма, пропущенный через горелку и использованием газовой линзы и без нее:
В общем были заказаны и опробованы линзы из Китая. У того продавца, у которого я брал товар уже не доступен, поэтому только результаты поиска. При выборе линз ОБЯЗАТЕЛЬНО обращайте внимание на какую они горелку, иначе можно купить что то не то. Не знаю почему, но на горелку 26-го типа оснастка дороже, а выбр меньше, но у меня то горелка уже была готовая, поэтому и выбирал линзы именно на горелку 26.
Пока читал форумы натолкнулся на один вопрос - человеку нужны были прозрачные газовые линзы. Сообщение датировано серединой 2016 года и разуменого ответа ему не дали. Но самое смешное в том, что он и сам не смог ответить зачем ему нужны именно прозрачные газовые линзы, ведь сути дела это не меняет и сварочного мастерства не добавляет. Скорей всего насмотрелся Американских видеоуроков или решил, что это для аргон сварки крутизна не описуемая. Это я собственно к тому, что прозрачные газовые линзы теперь есть в продаже и в погоне за понтами их можно приобрести
Кроме этого имеет смысл смотреть на количество проданных комплектов и на рейтинг продавца, но это как бы уже должны все знать. В общем был приобретен вот такой комплект:
Первые опыты с линзами показали действительно лучшую защиту – расход аргона при сварке нержавейки с 8 литров в минуту был уменьшен до 6 литров в минуту, электрод действительно стало возможно выдвигать на 14-16 мм без видимой потери качества. Кроме этого различные длины и диаметры керамических сопел существенно расширили мои возможности, поскольку приходилось варить в довольно узких местах.
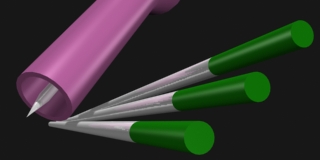
Однако линзы линзами, а без электродов ни какой сварки не будет. Вместе со сварочником мне привезли и несколько пачек вольфрамовых электродов. Поскольку большим опытом я не обладал, то заказал электроды с темно-синей маркировкой и с зеленой. Если совсем кратко, то синие для сварки на постоянке, а зеленые для сварки на переменке. Отличаются введенными в вольфрам примесями несколько изменяющими свойства самого вольфрама. Чисто для общего развития приведу маркировку и отличия вольфрамовых электродов:
WP (зелёный) – «чистый вольфрам»
Применение: сварка алюминия (Al), магния (Mg) и его сплавов на переменном (AC) токе.
Электрод с содержанием вольфрама не менее 99,5%. Такие электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе.
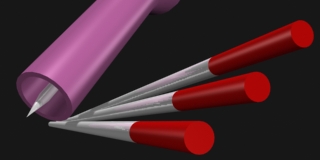
WT-20 (красный), содержит 2.0% диоксида тория
Применение: Сварка углеродистых сталей, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Наиболее распространенные электроды, поскольку первыми показали существенные преимущества легированных электродов над чистым вольфрамом при сварке на постоянном токе. Тем не менее, торий - радиоактивный материал низкого уровня таким образом, пары и пыль, образующаяся при сварке и заточке электродов, могут пагубно сказываться на здоровье сварщиков.
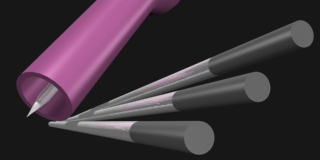
WС-20 (серый), содержит 2.0% диоксида церия
Применение: сварка всех типов сталей и сплавов на переменном и постоянном (AC/DC) токе.
Добавление в состав электрода 2% диоксида церия улучшает эмиссию электрода, способствует улучшению начального запуска дуги и увеличению допустимых значений сварочного тока.
Церий, из всех редкоземельных металлов, является самым распространенным нерадиоактивным элементом. Электроды WC-20 - универсальные, ими можно с успехом сваривать на переменном и на постоянном (прямой полярности) токе.
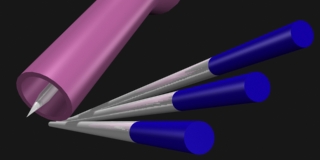
WY-20 (тёмно-синий), содержит 2.0% диоксида иттрия
Применение: сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Иттрированый вольфрам - наиболее стойкий из используемых сегодня неплавящихся электродов.
WZ-8 (белый), содержит 0.8% оксида циркония
Применение: сварка алюминия (Al), магния (Mg) и его сплавов на переменном (AC) токе.
Электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды.
Электроды с добавкой окиси лантана: WL-15 и WL-20
WL-15 (золотистый), содержит 1.5% оксида лантана
WL-20 (синий), содержит 2.0% оксида лантана
Применение: сварка всех типов сталей и сплавов на переменном и постоянном (AC/DC) токе.
Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление оксида лантана увеличивает значение максимально допустимого тока, несущая способность электрода примерно на 50% больше (для данного типоразмера) при сварке на переменном токе, чем у чистого вольфрама. По сравнению с марками WC и WT, электроды WL имеют меньший износ рабочего конца электрода.
Есть еще и промежуточные цвета, указывающие на процентное содержание той или иной примеси, но на отечественном рынке они довольно редкие.
Ну а дальше уже пошла сама работа…
Сварка в среде аргона больше похожа на газосварку, чем на сварку плавящемся электродом и на первых парах доставляла много неудобств привычка править шов непосредственно электродом. Электрод довольно часто макался в расплавленный метал, желая ускорить перетекание металла, в следствии чего кончик вольфрамового электрода начинал буквально гореть – выгорая нержавейка плавила и сам электрод, а при сварке на постоянном токе кончик электрода должен быть острым.
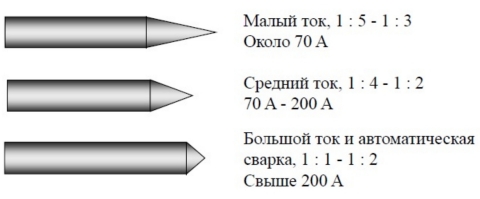
Электроды для сварки постоянным током затачивают на острый конус, высота конуса равна одному-трем диаметрам электрода. Для сварки переменным током также заточка происходит на конус, но затем острый участок стачивается на сферу. Таким образом конец электрода получается полукруглым.
Заточка вольфрамового электрода позволяет получить дугу предсказуемого направления и направление это не будет меняться при наклоне электрода, поскольку из школьного курса физики известно, что максимальная напряженность образуется на остром окончании проводника.
Вольфрам сам по себе металл довольно твердый и отрезными кругами на болгарке обрабатывается довольно плохо. Поэтому для заточки электродов лучше использовать наждачную бумагу в виде лепестковых шлифовальных кругов, либо на липучке. Зернистость 60-100. Затачивать необходимо вдоль электрода, чтобы микроцарапины на острие были именно вдоль, а не поперек.
Диаметр электрода выбирается в зависимости от свариваемых материалов и его толщины. Естественно, что от толщины электрода зависит и ток сварки. Наболтать 100 ампер конечно же можно и на тонком электроде, но он начнет перегреваться и в конечно итоге перегреет резак, а сам начнет плавится. Поэтому лучше придерживаться приведенной таблички:
Диаметр электрода
Постоянный ток
Переменный ток
1
10-30
5-10
1,6
10-50
5-25
2
20-70
10-50
3
30-100
20-70
4
40-150
30-100
5
50-200
40-150
6
60-350
50-200
В приведенной выше таблице значения максимальных сварочных токов несколько занижены – для начинающего сварщика это наиболее приемлемые режимы работы без боязни перегреть электрод и позволяет соблюдать во время сварки разумный расход аргона, ведь он тоже принимает участие в охлаждении и самого электрода, и ручки горелки.
Теперь следует сказать чем собственно сварка постоянным током отличается от сварки переменным током.
При сварке постоянным током прямой полярности к заготовке подключается плюсовой вывод сварочного инвертора, а на электрод подается минус. Теперь вспоминаем школьный курс физики, а именно что такое ток.
Ток это упорядоченное движение электронов от минусового вывода к плюсовому. Речь идет именно движении электронов, а не общем понятии протекания тока. Возникшая дуга есть та часть проводника, через которую замыкается цепь, но поскольку потери энергии в дуге довольно приличные они вызывают нагрев точек соприкосновения дуги с проводниками и самой дуги, причем принимающая электроны часть разогревается сильнее. Отдающая часть вместе с отделяющимися электронами готова потерять и часть атомов, но вольфрам находится в твердом состоянии и разрушение самого электрода происходит очень и очень медленно.
Это и является причиной того, что через довольно тонкие электроды можно пропускать довольно приличный ток – в совокупности с тугоплавкость вольфрама получаем довольно устойчивый к оплавлению электрод. Но стоит макнуть кончить электрода в сварочную ванну, где металл находится в жидком состоянии, как сразу же начинаются процессы, разрушающие электрод. Жидкий металл начинает испаряться, образую различные окислы, которые вступая в реакцию с вольфрамом начинают его разжижать и в конечном итоге заточенный под иголку электрод превращается в культю с безобразным кончиком.
При смене полярности как раз расплавленный металл заготовки начинает усердно испаряться, а электрод начинает более сильнее разогреваться. При превышении допустимого тока заточенный кончик электрода может перегреться и потерять свою форму. Тут как раз и нужна сферическая форма – она лучше отводит тепло.
Возникает вопрос – а зачем тогда нужен режим сварки переменным током, если при обратной полярности происходит перегрев электрода?
Дело в том, далеко не все металлы легко подаются сварке из за своих химических свойств. Самый капризный – алюминий и его сплавы. Мало того, что алюминий хорошо проводит тепло, что приводит к необходимости довольно долго прогревать место сварки – нагревается вся заготовка, так у него еще есть одна заморочка – алюминий довольно быстро вступает в реакцию с кислородом образуя пленку окисла, которая препятствует соединению уже жидкого металла. Да и температура плавления этого окисла более тысячи градусов, а сам алюминий уже жидкий при температуре 700 градусов.
Именно эта ситуация является поводом для использования обратной полярности, во время которой происходит отделение атомов пленки окисла от сварочной ванны, а поскольку эта пленка имеет толщину всего в несколько атомов, то продолжительное действие обратной полярности не требуется. В итоге получается следующая картина:
Во время прямой работы прямой полярности происходит нагрев металла, а во время обратной полярности происходит разрушение окислов и оксидов на поверхности металла и при следующей смене полярности дуга уже греет очищенный жидкий металл, который соединяется гораздо легче.
Следует особо отметить, что при сварке любых металлов в среде аргона и сами заготовки и присадочные прутки должны быть тщательно очищены, а при сварке алюминия финальную очистку делают непосредственно перед сваркой, либо мелкой наждачной бумагой, либо мелкой металлической щеткой. Это и отличает сварку в среде аргона от обычной сварки, которая прощает и наличие ржавчины и следов краски на свариваемых деталях – получившиеся химические примеси внутри шва обычной стали не приносят большого вреда, а наличие примесей внутри шва нержавейки могут привести к коррозии, а грязь в области сварки алюминия может даже препятствовать образованию сварного шва.
Так что чистоте металла в зоне сварки с использованием аргона следует уделять повышенное внимание. Это же касается и самого аргона. Мне попался один баллон в котором было что то намешано и расход пришлось увеличить до 12 литров в минуту, иначе нержавейка попросту начинала кипеть. Но в нашем захолустье предъявлять претензии несколько не умно – не нравится – не бери.
В общем большую часть баллона я выпустил на тренировку по сварке алюминия – чем хуже условия – тем быстрее приходит опыт.
Для начинающих лучше использовать электроды потолше – тонкие металлы на малых токах все равно варить пока рано, а вот набить руку будет гораздо удобней – при попадании в сварочную ванну более толстого электрода стачивать приходится более тонкий слой – электрод не успевает сильно разрушится.
Первую партию электродов я получил вместе со сварочным аппаратом. Там были электроды на 1,6 и 3,2 мм, разумеется я начал пользоваться на 3,2. Производитель на пачке не указан, поэтому кого то похвалить персонально не могу, но электроды довольно не плохие и держались стойко.
Один электрод для постоянки переполовинился на третьем баллоне аргона и им еще можно пользоваться.
Для переменки пробовал на 1,6 мм. В принципе несколько приловчившись варить алюминий можно. Главное понимать, что различные сплавы алюминия между собой бывает очень трудно варить. Я пытался сварить между собой два не больших радиатора от транзисторов с телевизора. Откровенно говоря это был довольно жесткий день тупизма, поскольку я не мог понять, почему один радиатор уже начинает складываться под собственным весом, а второй только-только начинает покрываться пленкой жидкого металла. В конце-концов до меня дошло – один радиатор алюминиевый, а второй из дюральки и у них разная температура плавления. С горем пополам я все таки сварил эти радиаторы, но использовал второй электрод, которым размешивал металл в сварочной ванне. То еще развлечение…
По мере работы начал возникать вопрос о покупке промежуточных диаметров вольфрамовых электродов. Порыскав по интернету и сравнив цены пришел к выводу, что купить в Китае значительно дешевле, а поскольку они мне нужны не прям вот сегодня, то и сроки доставки сильно не смущали. Были приобретены две пачки электродов по 10 штук WP и WL20, диаметров 2,4 мм. Были некоторые переживания на тему качества, но не было ни какой гарантии, что электроды в наших интернет магазинах не из Китая присланы. С типа электродов заморачиаваться не стал - выбрал зеленые, т.е. чистый вольфрам и с оксидом лантана. Первые для работы на переменном токе, вторые - на постоянном. Покупал на Банггуде, на Англоязычной версии сайта:
Электрод вольфрамовый, диаметр 2,4 мм, длина 175 мм, содержит 2% оксида лантана, предназначен для сварки на постоянном и переменном токе.
Пробная сварка это не работа, поэтому я заготовил металл для одной штучки и просто ждал пока придут электроды.
Далее все как положено – распаковка на камеру, подготовка к работе и дальше уже сама работа. Был собран пробный образец одного бачка, причем использовались только свежекупленные электроды. Общие впечатления весьма положительные – электроды довольно устойчивы к температуре и пока не макнешь в ванночку гореть не начинают. Поскольку я не такой уж навороченный сварщик, то маканий за время сборки было несколько и естественно после каждого макания электрод перетачивался.
Сварка нержавейки может производится с использованием присадочного прутка и без него. Не буду сильно заморачивать голову и себе и людям, просто процитирую небольшой фрагмент из пособия для начинающих сварщиков: При сварке проволоками ER-308 LSi, ER-309 LSi и ER-316 LSi, наибольшую прочность и несущую способность к ударным нагрузкам будет обладать шов, сваренный проволокой ER-316 LSi. С другой стороны из-за наличия Молибдена в данной проволоке, провести сварку будет сложнее, чем при сварке проволоками 308 LSi и 309 LSi.
Более коррозийно стойким будет шов, сваренный с помощью проволоки ER-309 LSi, т.к. данная проволока содержит наибольшее количество хрома.
Наиболее мелкозернистой будет структура шва, сваренная с помощью проволок ER-309 LSi и ER-316 LSi.
Наиболее прочным швом будет конечно шов сделанный с использованием присадочного прутка, поскольку появляется некоторый излишек металла, компенсирующий нарушение структуры металла во время сварки.
Существует несколько техник сварки нержавейки, но основной принцип можно вывести из нескольких правил.
Перво-наперво нержавейку нельзя перегревать, поскольку содержащийся в нержавейке хром при перегреве окисляется и Вы гарантировано получите шов с микротрещинами, который в добавок еще и начнет ржаветь.
Именно поэтому профи TIG сварки и используют довольно много приспособлений, исключающих перегрев особенно тыльной стороны свариваемых деталей, не защищенных аргоном. Самый популярный – сварочный стол с охлаждением. В каком то видео даже хвастались медными столами, но для бытового использование это довольно дорогое удовольствие, да и достать кусок меди не так просто – на пунктах приема цветмета такие солидные куски меди уже давно не попадаются, а покупать лист полтора на два это очень разорительное удовольствие.
Мой первый столик был вообще из стального листа и по мере нагрева охлаждался методом окунания в тазик с водой. Чуть позже был собран столик с водяным охлаждением. Охлаждение конечно же не мгновенное, но использование даже этой примитивной конструкции позволило полностью исключить сквозные прогары нержавейки. К стальному листу были приварены ребра жесткости, а в середину просто припаяна медная трубка, через которую циркулирует вода. Воду гонит помпа от термопода, а в качестве емкости служит лежащая на боку пластиковая канистра.
Если работа довольно интенсивная и вода нагревается до 40-50 градусов в самой канистре, то я просто меняю воду на холодную.
Некоторые, особопродвинутые делают столы с подачей в него аргона. Это конечно очень хорошо, но опять же несколько затруднительно в изготовлении в домашних условиях, да и расход аргона увеличивается значительно.
В подавляющем большинстве видеоуроков электрод раскачивают во время сварки TIG. С этим у меня возникают трудности и довольно серьезные. Дело в том, что в свое время я закончил художественную школу и там очень сильно ругали, когда мольберта касалось что то кроме кисти, т.е. в течении пяти лет меня приучали руку держать на весу. Я уже не единожды ловил себя на том, что даже начиная варить я упираю кромку чашки о метал и руку стараюсь приложить, чтобы не дрогнула, но в процессе работы не произвольно и рука отрывается и кромку чашки я уже держу в воздухе. В любом случае дугу следует зажигать над более толстым металлом, если свариваются два листа в угол, то дуга зажигается над торцом и торец прогревается сильнее, поскольку фактически прогревать металл приходится на более большую толщину.
Внешние угловые швы могут выполняться несколькими способами.
С зазором в 0,3…0,5 мм, который заполняется металлом из присадочного прутка.
В плотную, с использованием присадочного прутка, металл которого просто наплавляется бортиком.
В плотную, без использования присадочного прутка.
Вплотную, без использования присадочного прутка, когда торец одного листа на 2-4 мм выше второго листа и эта часть расплавляется и сгоняется в сварочную ванну. Но этот способ требует увеличенного расхода аргона.
Внутренние угловые швы выполняются только с использованием присадочного прутка. Дугу лучше зажигать сразу на пруток, прижав его к верхней детали, а затем разогревая дугу направлять вниз, как бы указывая куда нужно стекать расплавленному металлу.
Направление движения дуги иногда важно. Если детали толстые и програры сделать затруднительно, то дугу лучше вести вперед, тем самым углубляя толщину провариваемого шва. Однако способ не очень удобен – если шов достаточно длинный, то вскоре рука оказывается над разогретым металлом и вот тут становится важным качество защитных перчаток. Перчатки нужны при любых видах сварки, поскольку во время горения дуги образуется жесткое ультрафиолетовое излучение, причем довольно интенсивное и при длительных сварочных работах гарантирован ожог.
Использовать перчатки их хлопчатобумажной ткани можно, если достаточно опыта не хвататься за заведомо горячие детали. А нержавейка в этой области довольно коварная, поскольку имеет сравнительно высокое тепловое сопротивление, т.е. буквально на расстоянии нескольких сантиметров температура металла может отличаться в несколько раз.
На перчатки лучше не скупится, самый оптимальный материал – кожа. Разумеется перчатки должны удобно сидеть на руке и быть не слишком толстыми. На первоначальную жесткость перчаток внимания обращать не следует – они довольно скоро станут гораздо мягче. Перчатки из свиной кожи более толстые, но обычно сравнительно не дорогие. Говяжьи более тонкие, но дороже. Из козы самые тонкие, более удобные, но требуют подбор по размеру и стоят гораздо дороже. Тут следует отметить, что перчатки должны быть полностью кожаными, без каких либо тряпичных вставок, которые вскорости начнут рваться и в конечном итоге полетят в мусорное ведро.
Использование перчаток даже с не большим процентом синтетики не рекомендуется – при контакте с горячим металлом синтетика начинает плавится и может прилипнуть к коже, что вызовет гораздо больший ожог, чем просто нагрев хбшки.
Над выбором сварочных перчаток я довольно долго размышлял - это все таки не 100 рублей за спилковые, которые через неделю выкидывать приходится и в которых крайне не удобно работать. В общем себе я приобрел ТАКИЕ.
Во время просмотра видеоуроков я так же обратил внимание на то, что некоторые сварщики используют теплоизолирующие напальчники. Когда я озадачился поиском таких на Али я их не нашел, но они были на Бангуде.
Следует обратить внимание на то, что на Банггуде на один и тот же напальчник разаная цена, но детально изучив стало понятно, что один имеет длину 15 см, а второй - 16 см. Я взял тот, который длинее.
Первые впечатления были очень приятными, однако сняв-одев этот напальчник на перчатку с десяток раз он пополз по шву. Даже не знаю, может изначально качество такое, может руки-крюки у меня. Да и не совсем удобен он был, как показалось в виде.
В общем выкинуть этот кусочек телоизоляции у меня рука не поднялась и не много подумав я его распорол, края, обработанные оверлоком обрезал.
Приложив к перчатке сделал несколько пометок для получения выкройки и вырезал. Чтобы материал не распушивался торец обработал полиуретановым клеем, дал хорошо высохнуть и затем тем же клеем приклеил к перчатке, но клеем намазывал не всю поверхность, а только края на ширину примерно 6-8 мм. Дело в том, что основной контакт с горячим металлом происходит как раз на ребре ладони, а от высокой температуры даже высохший полиуретановый клей начинает кипеть и приобретать не нужную в этом месте жесткость. Поэтому на ребре ладони эта ткань клеем не обработана.
Подобная доработка мне понравилась гораздо больше напальчника – не нужно снимать-одевать, закрывает гораздо большую площадь, хотя теплоизоляция несколько ухудшилась, но в любом случае ладонь чувствует тепло гораздо раньше чем начинает гореть кожа самой перчатки. В общем своим извращением над перчаткой я остался очень доволен.
Подобные напальчники появились и на Али но на сегодня на Али цена примерно на 70-100 рублей больше. Точнее цена такая же, но на Банггуде доставка бесплатная, а на Али как раз вот эти 70-100 рублей. Я покупал ЗДЕСЬ.
Спустя год я вернулся к теме Tig Finger и по итогу получил следующее:
В принципе как и ожидалось Tig Finger это хорошо распиаренный кусок КРЕМНЕЗЕМНОГО ШНУРА, продаваемый на сантиметры и дающий навар продавцу как минимум процентов 200. МОЛОДЦЫ!
Следующей спотыкачкой во время сварки с использованием аргона стала необходимость все время либо вертеть стол, либо самому кружится вокруг свариваемых деталей, обеспечивая оптимальное касание дуги свариваемых поверхностей.
Видел, видел в видеоуроках горелки с изменяемым углом электрода по отношению к ручке. Вариантов таких электрододержателей несколько, но поскольку бюджет стеснен, а я еще не такой навороченный сварщик взял один из наиболее дешевых вариантов. Больше интересовал сам принцип работы и если впечатления будут положительными, то в будущем, когда этот держатель прикажет долго жить уже думать покупать такой же, или более навороченный.
Общие впечатления весьма и весьма положительные. В тот резак, который поставлялся со сварочным аппаратом электрододержатель стал как родной и назначение комплектуемой ручкой для меня не совсем понятно. Хотя это может для полностью самодельных резаков и актуально.
При смене электрододержателя проблем вообще не возникло – ручка была разобрана, электрододержатель откручен и на его место был вкручен новый без каких либо подточек, подпилок и других танцев с бубном. Газовые линзы тоже стали без проблем.
Покупал ЗДЕСЬ. Я не знаю почему, но на английской версиии сайта Банггуд товаров больше, поэтому пользуюсь англоязычной версией через Гуглохром, в который интегрирован переводчик. Товар поставляется с двух складов, из Китая получается дешевле.
Внутренние угловые швы стало варить гораздо удобней – электрододержатель может не только менять угол наклона электрода, но еще и не много поворачиваться и получить нужное направление дуги не выворачивая руки стало намного легче. В общем данной игрушкой я остался очень доволен.
Если очень кратко, что сварочные горелки для аргоной сварки бывают следующих типов:
Номер 9 (WP-9) - самая маленькая горелка воздушного охлаждения, если не считать всякие экзотические микро-горелки.
Номер 20 (WP-20) - маленькая горелка водяного охлаждения, полностью идентичная по размеру и фурнитуре горелкам WP-9.
Номер 17 (WP-17) - "большая горелка" воздушного охлаждения, резьбы и фурнитура увеличенного размера.
Номер 18 (WP-17) - "большая горелка" водяного охлаждения, во всем идентичная горелкам WP-17.
Номер 26 (WP-17) - "большая горелка" воздушного охлаждения, идентичная по фурнитуре горелкам WP-17, но больше и массивней.
Более подробные характеристики сведены в таблицу:
ТИПЫ СВАРОЧНЫХ ГОРЕЛОК ДЛЯ TIG СВАРКИ
Тип
горелки
ПВ%
Ток DC
Ток AC
Электрод,
мм.
Длина кабеля,
м.
Масса, кг.
Охлаждение
9
35
110
95
0.5 — 1.6
4 или 8
1.8 или 3.4
Воздушное
9 V
35
110
95
0.5 — 1.6
4 или 8
1.8 или 3.4
Воздушное
9 F
35
110
95
0.5 — 1.6
4 или 8
1.8 или 3.4
Воздушное
17
35
140
125
0.5 — 1.6
4 или 8
1.8 или 3.4
Воздушное
17 V
35
140
125
0.5 — 1.6
4 или 8
1.8 или 3.4
Воздушное
17 F
35
140
125
0.5 — 1.6
4 или 8
1.8 или 3.4
Воздушное
17 FV
35
140
125
0.5 — 1.6
4
1.8
Воздушное
18
35
320
240
0.5 — 4.0
4 или 8
2.4 или 3 .9
Водяное
20
35
250
220
0.5 — 3.2
4 или 8
2.25 или 3.2
Водяное
25
35
250
220
0.5 — 3.2
4 или 8
2.25 или 3.5
Водяное
26
35
180
130
0.5 — 4.0
4 или 8
2.65 или 4.2
Воздушное
26 V
35
180
130
0.5 — 4.0
4 или 8
2.65 или 4.2
Воздушное
26 F
35
180
130
0.5 — 4.0
4 или 8
2.65 или 4.2
Воздушное
26 FV
35
180
130
0.5 — 4.0
4 или 8
2.65 или 4.2
Воздушное
Super 18
35
400
300
0.5 — 4.0
4 или 8
2.36 или 3.56
Водяное
Super 20
35
320
250
0.5 — 3.2
4 или 8
2.0 или 3.85
Водяное
Во время аргон сварки выяснилась еще одна не совсем удобная вещица. Во время прихваток собираемого узла маска не совсем удобна, не смотря на то, что используется стекло «Хамелеон». Деталюшки нужно довольно точно подгонять, при необходимости править угол и приходится маску поднимать, а затем снова опускать. На моей первой маске была использована некоторая хитрость – стекло стояло под углом и не много приподняв голову в щель между стеклом и маской все было прекрасно видно. А непосредственно перед зажинаем дуги было достаточно опустить голову и глаза получались защищены стеклом.
Изобретать такое же с «Хамелеоном» мне как то не захотелось, поэтому немного поразмышляв были приобретены очки со стеклом «Хамелеон». Очки покупались ЗДЕСЬ.
Ожидание оправдались, но не на 100%. В фиксаторе угла наклона стекла пришлось протачивать дополнительную канавку, чтобы стекло могло фиксироваться под нужным мне углом. Но тут выползла другая проблема – находясь даже под не большим углом чувствительности датчиков включающих затемнение стекла становится не достаточно и стекло начинает промаргивать, особенно ощутимо на токах сварки меньше 30 ампер. Приходится сильнее наклонять голову, а это уже не очень удобно. Когда же очки полностью закрыты стекло промаргивает на токах сварки менее 10 ампер. В общем нужно что то придумывать, чтобы увеличить чувствительность. Первая мысля – сточить с прозрачных светодиодов линзу и попробовать ее приклеить на против датчиков.
Но тут было бы не справедливо не отметить того факта, что у стекла очков затемнение стекла в выключенном состоянии несколько меньше, чем с обычных стеклах «Хамелеон» и видно лучше даже без приоткрытия затемняющей части стелка.
Разумеется, что вести полноценные сварочные работы в этих очках нельзя – лицо сгорит и довольно быстро. А вот делать прихватки в нем гораздо удобней и при решении проблемы слабой чувствительности датчиков будет вообще шоколад.
Пробовал данные очки и при работе с плазморезом. Но тут сыграла роль специфической работы плазмореза – практически все время дуга спрятана в щели, которую она прожигает и лишь изредка вырывается наружу. Поэтому сильного затемнения стекла и не требуется, да и само стекло включает затемнение время от времени. У данных очков время выключения затемнения имеет очень маленькое значение и при незначительной смене яркости дуги возникает проморгивание, которое начинает вскоре раздражать. Эту проблему удалось решить очень примитивным образом – на время работы плазморезом я просто заклеил датчики черной изолентой.
Раз уж заговорили о сварочных стеклах, то было бы не справедливо умолчать еще один факт. Был свидетелем того, как в одном "сварочном" магазине разводили мужика. Мужик задал конкретный вопрос - Мне нужна маска для TIG сварки.
Че тут началось... Продавец реально начал впаривать мужику маски от 10000 рублей. И мужик повелся. Я как бы не против того, что за глупость нужно платить, но уж слишком жестким был этот развод. У меня два стекла, оба покупались ТУТ. Одно я использую с сентября 2016 года, второе лежит на полке в качестве запасного, хотя я его покупал для видеокамеры, но не срослось.
Итак, два стекла, оба Хамелеоны, оба имеют одинаковый размер, на обоих имеются регулировки чувствительности, времени выключения затемнения и степени самого затемнения, т.е. функционал полностью одинаковый, но в одном стекле стоит батарейка, а во втором ее нет. То стекло, что с батарейкой стоит несколько дороже и у него выносной регулятор степени затемнения.
В работе сварочником ММА они полностью ведут себя одинаково, а вот при работе TIG разница имеется. Дело в том, что при работе сварокой в среде аргона спектр излучения и интенсивность отличается и на малых токах стекло без батарейки начинает промаргивать. На токах ниже 20 ампер стекло уже больше напоминает работу клубного стробоскопа, а на токах ниже 10 ампер от него уже почти нет толка - затемнение включается лишь изредка. Я не знаю причину этого явления, но есть подозрения что просто интенсивности излучения дуги не хватает для нормальной работы солнечных батарей, установленных на стекле, поскольку "Хамелеон" с батарейкой устойчиво затемняется при любых токах сварки.
Каких либо других отличий в работе я не увидел - обоими стеклами глаза защищаются довольно добротно и при затемнении в 9 DIN после 8-ми часового рабочего дня, на следующее утро глаза имеют легкое покраснение, точно такое же, как и от 10-ти часового сидения за компьютером, так что на стекло грешить у меня язык не поворачивается.
Еще несколько слов по поводу прихваток. Поскольку в общем то правильность сборки изделия на прямую зависит от того, как правильно были сделаны прихватки. Чем точнее все было сложено перед первыми сварочными скрепками - тем правильнее будет выглядеть изделие. Поэтому не стоит изобретать велосипед - уже разработано достаточно инструмента, которым можно очень жестко зафиксировать детали перед сваркой.
Помимо всего прочего сварочный инвертор AuroraPRO INTER TIG 200 AC/DC PULSE имеет разъем для подключения педали. По мере роста опыта в сварке TIG возникла необходимость оперативного изменения сварочного тока. Купить педаль конечно можно, но кадая сварочная работа дает опыт, а электронная начинка у педали довольно примитивна:
Педаль собиралась из листовой стали толщиной 1,5 мм, размер выбирался по размеру ного. В качестве редуктора использовался электрозамок от автомобильной сигнализации, резистор ограничения максимального тока поставил на верх -нажется сбоку ему довольно быстро кранты придут. Ну а как это было сделано показано тут:
С появлением в мастерской АВРОРА Система 200 AC/DC ПУЛЬС встала необходимость изготовления педали для нее. Но работаю я один и две педали мне как бы пока не надо. Поэтому провод педали был разрезан и установлен разъем для возможности подключения педали и к ИнтерТигу и к Авроре:
Самыми популярными у меня являются пинцы - пассатижи с фиксацией. Существуют несколько конфигураций и размером. У меня двое средних (одни как длиногубцы, у вторых рабочая поверхность напоминает захват газового ключа) и одни большие. Все ни как не договорюсь с жабой на покупку четвертых. Вещь действительно очень удобная и весьма универсальная. Подобными пасатижами можно не только жестко фиксировать детали к сварочному столу, но и полукруглыми плоскостями можно пользоваться как гаечным или газовым ключем.
На фото ниже трое пасатижей держат заготовку для плазмореза. Одни прижимаю заготовку к столу, а двое остальных к заготовке прижимают линейку, по которой и будет произведено отрезание плазморезом.
Именно эти покупались в местном строительном магазине. Средние стоили по 340 рублей. Я еще улыбался широко - на Али они были значительно дороже. Но когда пошел за следующей парой денег хватило только на одни - свежий завоз. Отсюда и конфликт с жабой - толи купить на месте и не ждать, толи заказать из Китая - цена не много ниже.
Кроме этого понадобятся струбцины. Первую пару струбцин я купил по 120 рублей осенью 2016 года. По большому счету - просто выкинул деньги. Первая лопнула буквально через неделю. Умудренный опытом вторую берег, но все равно через два месяца она лопнула. Зимой купил за три сотни вот такую раздвижную красотку. Два месяца буквально эту струбцину и в хвост, и в гриву - держится.
Правда в прижиной пятке болгаркой пришлось проточить выемку, чтобы торец листа не выскальзывал.
Через пару месяцев беру с собой четыре сотни, иду в магазин и возвращаюсь ни с чем - 640 рублей за такую струбцину я не готов платить. Проще купить стальную полосу и заказать токарю винт и гайку с широким шагом и сварить самому. Ну или поискать аналоги в Китае. Я струбцины находил только случайно, в основном струбцины для фиксации под прямым углом, а разннобразие вариантов пассатижей с фиксацией меня порадовало, но тут главное правильное слово в поисковик напечатать. В общем ВЫБРАТЬ ПИНЦЫ.
Сверление и нарезание резьбы в нержавейке это такое праздничное событие, о котором мечтает любой начинающий сварщик. Обычные сверла садятся после первых двух-трех отверстий, резать резьбу получается только двух или трех проходными метчиками. В общем первые опыты в этой области были хоть и удачными, но трудоемкость была реально слишком большой. Чтение форумов дало несколько толковых советов – для сверления нужны сверла хотя бы с 5% содержанием кобальта, а лучше 8%. Иностранная маркировка таких сверл М35 (5% кобальта) и М42 (8% кобальта). Экскурс по интернет магазинам произвел впечатление – сверла есть, но цена у них уж слишком высокая.
На свой страх и риск были приобретены сверла в Китае с маркировкой М42 различных диаметров. На всякий случай купил конусное свело из стали М35. На эту тему есть довольно подробный видеоотчет – я не прогадал покупая сверла М42. Уж не знаю точно их химического состава, но нержавейку они сверлят довольно уверенно, одно сверло я правда уже сломал – на выходе рука дрогнула. Тут как раз и выползла коварность производителя.
Нет, это сверла не покрытые кобальтом, как утверждали некоторые – после заточки обломка он так же хорошо вгрызается в нержавейку, но если имеется хотя бы маленькое отверстие. Они технологически так сделаны, что перемычка, соединяющая режущие кромки к хвосту сверла утолщается и если сверло сломалось, то сверлить огрызком заточив его становится довольно затруднительно и приходится его перетачивать уже под огромным увеличительным стеклом мелким абразивом, стачивая слишком широкую перемычку.
Сверла я покупал в магазине специализирующимся на режущих инструментах ЗДЕСЬ. На Банггуде с подобным товаром пока большой пробел. На Али есть еще несколько вариантов, но это уже ПРОБУЙТЕ САМИ.
Резать резьбу в нержавейке меньше М4 довольно проблемно – нужны очень хорошие метчики, не просто хорошие, а ОЧЕНЬ хорошие и однозначно двухпроходные. М5 и М6 режется уже получше, по крайне мере сломать метчик несколько труднее. М8 и резьбу на 1/8 получается нарезать сравнительно легко – сломать метчик уже довольно затруднительно и потихоньку, используя смазку и делая откаты метчика назад на пол оборота резьба все таки нарезается.
Метчики с метрической резьбой из Китая покупал, один набор вообще только по черной стали и еле идет, второй набор хоть и стоил
копейки - 200 рублей за 5 штук, но он все таки хоть струдом, но резьбу в нержавейке режет. Покупал ЗДЕСЬ.
Покупал еще дюймовые метчики и дюймовые лерки.
Пользуюсь редко но купленный у нас метчик на 1/4 я уже подтачивал, а Китаец пока держится. В магазине довольно часто происходят обновления товаров, поэтому ссылку даю на сам МАГАЗИН РЕЗУЩЕГО ИНСТРУМЕНТА, выбирайте сами.
Однако в конечном итоге трата времени на нарезку резьбы надоела было принято решение использовать уже готовую резьбу – муфты из нержавейки на 1/8 и выше есть на Али, причем муфты полноценные – в середине муфты резьбы нет, а с краев имеется полноценный конус для утрамбовки уплотнительного материала, в частности ленты фум. Муфта разрезается пополам и затем приваривается на против просверленного в заготовке отверстия.
Тут есть не большой нюанс – толщина стенки муфты довольно тонкая и чтобы не случилось прогаров сначала малыми токами на муфту сажаются капли присадочного прутка, затем пара капель дугой сгоняется на деталь, к которой будет муфта привариваться, т.е. делается прихватка, и лишь потом уже, добавив сварочного тока муфта обваривается по периметру.
После сварки резьбу обязательно нужно прогнать метчиком – иногда муфту ведет от температуры и она перестает быть круглой, становится овальной или имеет впадинку. Глазом это можно и не увидеть, а вот закручивая фитинг или трубку делать это становится очень тяжело. Поэтому резьба перед установкой соединителя проверяется метчиком.
Муфты покупал ВОТ ТАКИЕ, но они что то подорожали, к сожалению. Раньше их можно было купить партиями по 5 штук и выходило довольно заметно дешевле.
Ну пока я тут рассказывал сказки башмачок был сварен, но товарного вида естественно не имеет – цвета побежалости от нагрева довольно сильно портят внешний вид. Надо обрабатывать.
Но перед обработкой следует убедится, что сварено все правильно и нет не санкционированных отверстий. Заполняем башмак водой, подключаем опресовщик и нагоняем давление на 30-40% больше, чем рабочее давление. Внутри этого башмака будет порядка 4 атмосфер, я нагнал 6. Свищей нет, ни где не подтекает и не капает. Вот теперь можно придать башмаку товарный вид.
Самый простой способ обработки нержавейки после сварки - химический. От цен на травильные пасты я реально присвистнул – уж больно дорогими будут коробочки, если их еще и травильными пастами мазать.
Снова чтение форумов…
Серная кислота, точнее ее раствор прекрасно объедают продукты горения нержавейки. Сразу говорю и повторю – лить нужно кислоту в воду, а не воду в кислоту. Во время попадание воды в кислоту первые капли могут вызвать бурную реакцию и разбрызгивание, а это уже чревато травмами. Поэтому повторяю – лить нужно кислоту в воду.
Итак, травильная ванна, состоит из каркаса (профильная труба), в котором установлена емкость из пластика. Соединение пластика произведено с использованием эпоксидного клея, армированного капроном, каждый стык – 4 слоя материала, углы – 5 слоев. Три ведра воды + 5 бутылок серной кислоты, купленной в автомагазине. Для ускорения процесса используется процесс гидролиза, т.е. в растворе установлен электрод на который подается минус, а на саму деталь подается плюс с традиционного сварочного аппарата. Ток зависит от расстояния между электродом и деталью, а так же размера детали и может достигать 40-50 ампер. Для обработки внутренней поверхности внутрь заливается примерно 200 грамм чистой кислоты – при погружении она разбавляется раствором и концентрация становится выше. Дальше подаем ток и минут через пять выключаем, разворачиваем деталь другой стороной в электроду и снова включаем. В итоге через 15-20 минут получается деталь с разрушенным оксидным слоем.
Как быстро придет раствор в негодность я не знаю – пока работает и десяток травлений в нем уже было. Подобную ванну ставить нужно в не рабочем, хорошо вентилируемом помещении – во время травления выделяется довольно противный и газ. Я свой ванну поставил в коридорчике и во время травления открываю дверь на улицу.
Осталось зачистить этот башмак. Снаружи снять всю эту грязь проблем не составило – щетка с металлической щетиной на болгарке придало данной игрушке вполне презентабельный вид. Правда обороты у болгарки пришлось снизить – щетка очень плохо отцентрована и на нормальных для болгарки оборотах удерживать в руках болгарку очень затруднительно. Для регулировки оборотов использовался триммер, купленный на Али.
Но внутри башмака такая же грязь, что и снаружи. Самый первый бачок я вычистил засыпав внутрь крупный песок и добавив не много воды. Потом все это довольно долго тряс руками, а потом еще дольше вымывал песок. Второй бачок я также засыпал песком с водой и бросил тестю в машину – он на пару дней собирался на рыбалку, а дороги у нас как раз для подобной тряски идеально подготовлены. И потом снова очень долго вымывал песок изнутри.
На третьем бачке я уже задумался о механизации данного процесса, а на пятом я понял, что я совсем не умный. Ну какого ляпа нужно чистить песком?
Соль. Да, да. Обычная соль крупного помола. Сыпем в бачок соли столько, что она перестает растворяться в том, не большом количестве воды и в результате получаем такой же абразив как песок, но вымывать который значительно легче. После встрясок сливаем раствор в посуду, заливаем снова воду, еще раз взбалтываем и снова сливаем в посуду. Остальное просто вымываем – остатки соли растворяются и бачок изнутри становится чистым. Соляной раствор отстаивается, грязь собираем тряпкой – она всплывает. Далее раствор сам по себе выпаривается, образую новые довольно крупные кристаллы, которые можно повторно использовать.
Однако при тряске очередного бачка у меня чет в плече хрустнуло и трясучку пришлось отложить на пару дней. Пока плечо приходило в себя было решено собрать машину для подобной работы, поскольку все таки руками это довольно тяжело. Двигатель от Советской мясорубки, ремень от сканера или принтера, уже не помню, редуктор от стиральной машинки полуавтомата в качестве привода. Направляющие – валы с принтера, диаметр 8 мм. Сразу скажу – для подобных вещей вал нужен на 10-12 мм – тяжеловато этим валам справляться с подобной нагрузкой, но пока держаться. Держатели вала и линейные подшипники куплены еще в прошлом году на Али. Хотел все на них мелкую болгарку приспособить, но не успел – трясущаяся машина получилась важнее.
Подшипники пустые, т.е. без смазки, я этот момент пропулил и у меня на валах они успели оставить след от шариков, поэтому имейте ввиду – при покупке подобных подшипников проверьте наличие смазки внутри подшипника.
Платформа имеет упор и по принципу струбцины прижимной болт, которым и фиксируется деталь на этом аппарате. Дальше все просто – включаем, выставляем обороты, ждем минут пять, выключаем, переворачиваем и снова включаем.
Машина до конца еще не доделана – заказал подшипники на шатун и коленвал. Сейчас там просто резьбовое соединение. Как только этот узел будет доделан провода приведутся в порядок. Станок этот съемный – на его ногах имеются пятки с приваренными болтами, которыми станок и фиксируется к столу. Нагрузка на конструкцию довольно серьезная, поэтому подумываю об установке дополнительных растяжек.
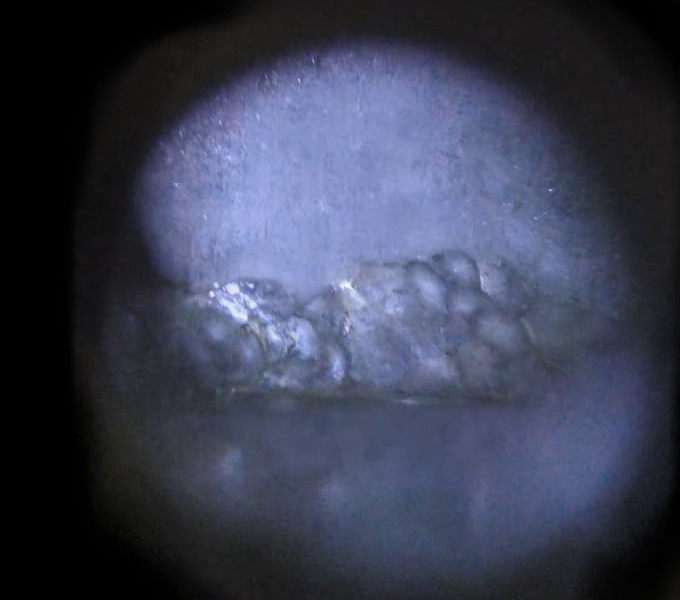
Время от времени открываем какое ни будь отверстие и проверяем чистоту швов. Нормы воды и соли как бы нет, в этот бачок было высыпано грамм 200 соли и залито грамм 200 воды, но показалось маловатым и было добавлено еще 100 грамм воды и 300 грамм соли – при тряске в руках звук приобрел более металлический оттенок. Первая проверка через 15 минут:
Шов стал заметно чище, но еще далек от идеала, поэтому закрываем и снова ставим на трясучку. Еще через 15 минут проверяем снова:
Ну вот собственно все вычищено и снаруж и изнутри. Можно считать, что башмачок для Золушки готов.
В очередной раз заглядывая внутрь сваренного из нержавейки бачка посетила крамольная мысль - эндоскоп уже должен быть довольно дешевым, ведь это по сути вебкамера, а вебкамеры стоят не дорого. Просмотрев несколько вариантов. Поскольку у меня компьютре находится совсем не далеко от места сварки я взял эндоскоп для компьютреа. Заказал ЗДЕСЬ, стоит почти 4$, у продавца еще в наличии 3000 штук, а 4500 штук уже продано. Краткие характеристики: головка камеры наружный диаметр: 7 мм
разрешение: 640*480 (VGA), 30 ftps
LED: 6 белый СВЕТОДИОД яркий свет
фокусное расстояние: 6 см-10 см
водонепроницаемый уровень: IP67
поддержка системы: Windows 2000/XP/VISTA
температура:-20 ~ 100 ° C
Есть конечно и с гораздо большим разрешением, вплоть до FULL-HD, но мне такой как то не особо нужен - проверить качество швов и степень очистки хватит вполне и этого. В подавляющем большинстве отзывов говорится, что эндоскоп опознался как камера и драйвера не понадобились.
Если же мастерская находится далеко от компьютера, но можно воспользоваться эндоскопом для андроидов - цена несколько выше, чем для компьютеров, но не значительно. ВЫБРАТЬ ЭНДОСКОП ДЛЯ АНДРОИДА
Не думаю, что у кого то возникнут трудности при подключении эндоскопа к телефону.
Что это и для чего не нужно спрашивать ответа не будет, это просто заказ.
Для тех, кто ни чего не понял тоже самое в виде видео:
Проверка своих способностей на сварке алюминия. Прицепом проверяю возможности нового сварочного аппарата АВРОРА Система 200 AC/DC ПУЛЬС
Итак, для тех кто дочитал до конца статьи сделаю не большой подарок - соберу в одно место все ссылки, которые упоминались в статье, чтобы было удобней выбирать то, что нужно.
Потихоньку эта страница обрастает дополнительными материалами и все больше становится похожа на сборник конспектов. Поэтому чтобы не разводить бардак на сайте я тут буду складывать дополнительные материалы имеющие отношение к сварке.
Под Американцем следует понимать ЭТОТ КАНАЛ - время от времени делаю переводы его видео.
Зимой оно как бы не принципиально, а вот летом при проведении сварочных работ бывает довольно жарко. Собственно это и сподвигло меня на покупку мобильного кондиционера для сварщика.
Общие впечатления: штука требует доработки, в ней действительно прохладно, но расход воздуха для моего компрессора оказался довольно большим. Поэтому решил отложить эту игрушку до лета. Подробности тут:
При сварке крайне важно, чтобы рука лежала твердо, особенно если детали мелкие. Насмотревшись американца решил соорудить более универсальный подлокотник.
Влияние частоты сварочного тока наглядно показал Американец, тут добавить не чего:
Обзор газовых линз от Американца.
Сварка черной стали различными присадками. Примеры сварочного шва, справка по присадкам:
Аргонодуговая сварка нержавейки вольфрамовым электродом простой способ обработки нержавейки после сварки газовые линзы для TIG сварки расход аргона при сварке нержавейки маркировку и отличия вольфрамовых электродов Заточка вольфрамового электрода чем собственно сварка постоянным током отличается от сварки переменным током какие марки нержавеющей стали бывают