| ПОИСК ПО САЙТУ |
|||||||||||
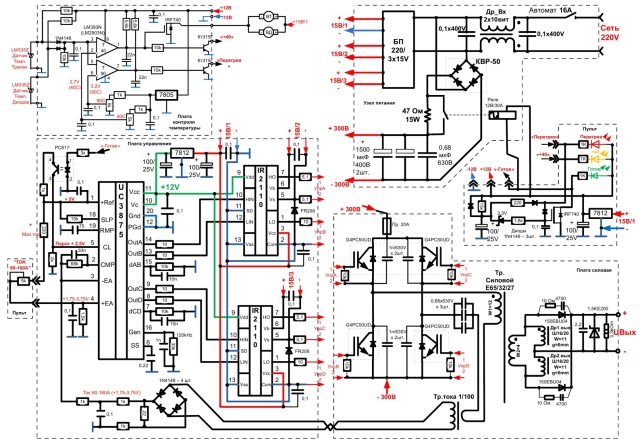
СВАРОЧНЫЙ АППАРАТ СВОИМИ РУКАМИ Подробное описание импульсного сварочного аппарата, выполненного по мостовой схеме и работающео на резонансе. Приведен чертеж принципиальной схемы сварочного инвертора, дано описание моточных деталей. Характеристики: Узел питания инвертора выполнен по классической схеме. Сеть 220В через автомат на 16А и
высокочастотный фильтр (двухобмоточный дроссель 5+5 витков, феррит К40хх, емкости на входе и
выходе 0,1х400в) выпрямляется мощным диодным мостом КВР-50. Далее через ограничительный
резистор 47 Ом х15Вт заряжаются до напряжения +300В электролитические конденсаторы 1500 мкФ
х 400В две шт. Параллельно ограничительному резистору включены контакты реле, которые через 2
сек, после подачи сетевого питания замыкаются, шунтирую ограничительный резистор. Управление
реле выполняется от Платы готовности. От цепи +300В запитан силовой мост на Плате силовой. Узел
питания включает также классический обратно-ходовой блок питания 220В /15В(3 канала). От 1-го
канала 15В этого БП питаются Плата готовности, Плата управления и Плата контроля температуры с
вентиляторами. Этот канал рассчитан на максимальный ток 1,5А. От 2-го канала 15В питается
верхний ключ драйвера (IR2110) транзисторов А и В моста. От 3-го канала 15В питается верхний
ключ драйвера (IR2110) транзисторов С и D моста. 2 и 3 каналы 15В рассчитаны на максимальный
ток 0,5А каждый.
Плата силовая представляет собой объемный конструктивный модуль, на которой установлены и соединены мощными печатными ламелями: силовые транзисторы моста (G4PC50UD- 4 шт.) с радиаторами; силовой трансформатор (ферритовый сердечник Е65/32/27, первичка -17 вит. Провод 2,2 мм, вторичная -6 вит. Многожильный жгут сечением 20 мм2); выходные силовые диоды (150EBU04-2шт.) на общем радиаторе; два выходных дросселя (у каждого ферритовый сердечник Ш16х20, 7 витков многожильным жгутом 20мм2, зазор- 7 мм) включенных по схеме удвоения тока; блокирующая емкость из 3-х параллельно включенных конденсаторов (0,68х630В); удвоитель выходного напряжения х.х. сварочного инвертора; трансформатор тока (1:100, сердечник К40). На Плате силовой находится также плавкий предохранитель 20А, через который на мост подается +300В от Узла питания. Затворы каждого транзистора моста зашунтированы резистором 10кОм на эмиттеры. Коллекторы и эмиттеры каждого транзистора моста зашунтированы снабберными конденсаторами (10n x 630В). Параллельно каждому выходному диоду подключена цепочка резистор(10 Ом, 5 Вт ) и конденсатор (4700пФ, 400В). Конструктивно к Плате силовой крепится Плата управления и Плата контроля температуры. На радиаторах силовых транзисторов и радиаторе выходных диодов установлено по одному вентилятору (компьютерные, 12В). Управляющие сигналы силовыми транзисторами моста подаются через витые пары от Платы управления. Выходная обмотка трансформатора тока подключена к Плате управления.
Плата управления обеспечивает формирование управляющих сигналов на затворы силовых
транзисторов моста сварочного инвертора с фиксированной частотой 60 кГц. Управление выходной
мощностью (током) инвертора выполняется фазо-сдвинутыми сигналами от контроллера UC3875.
Плата управления в моем рабочем образце сделана на универсальной платке размером 50х50 мм.
Пульт конструктивно очень прост: маленькая плата, на которой размещаются 3 светодиода
(зеленый - «Готов», желтый – «40», красный – «Перегрев»), индикатор «Сеть» и потенциометр «Ток
60-160А». На плате пульта установлены миниатюрные разъемы для подключения к другим модулям.
Хочется также поделиться моим опытом практической работы с этим сварочником в течении весна-
лето 2010 на дачных сварочных работах. При сварке тройкой током 110-120А, при температуре
воздуха 20-25С, вентиляторы включаются секунд на 10 и затем выключаются с повторным
включением секунд через 20. Летом было очень жарко, на улице 40С, соответственно вентиляторы
работали постоянно. Но при этом «Перегрев» не возникал, ни при каких условиях. Варить мне
приходилось много, в основном тройкой, но иногда крупные работы я выполнял четверкой на токах
140-150А. При этом вентиляторы работали постоянно. Замечу также, что сельская сеть, как обычно,
имеет вольтаж 150-180-200В, но во время сварки я этого не почувствовал, хотя мой сосед, имея
покупной инвертор, жаловался на сеть и что ему приходилось постоянно регулировать ток. С уважением, Виктор Берников.
Адрес администрации сайта: admin@soundbarrel.ru
|
|||||||||||





МЕНЮ
РЕКЛАМА