| ПОИСК ПО САЙТУ |
|||||||||
САМОДЕЛЬНЫЙ СВАРОЧНЫЙ АППАРАТ КАКИМ ЕМУ БЫТЬ На этой странице будут собираться интерсные технологические и схемотехнические решения заводских и самодельных сварочных аппаратов. Для разминки возьмем сварочный инвертор РЕСАНТА САИ 250 ПРОФ:
Кроме якобы современного дизайна у него есть довольно инетерсное решение по приведению потребления сетевого напряжения в норму, а именно в нем используется корректор коэфициента мощности (ККМ), причем на сравнительно свежей и не дорогой микросхеме ICE2PCS01G. Схема самого аппарата ЗДЕСЬ, даташиты на ICE2PCS01G ЗДЕСЬ и ЗДЕСЬ. Там два варианта даташников, они разные по объему, но пока не разбирался насколькоони разные по содержанию. Я заказал пяток этих микросхем и когда придут уже буду детально разьбираться с этой микросхемой.
ККМ поднимает выходное напряжение не сильно, поэтому можно использовать традиционную силовую часть сварочного аппарата, поскольку практически все силовые транзисторы и драйвера, используемые в сварочных инверторах расчитаны на напряжение 500, а этого напряжения бустер не выдает, поскольку сглаживающие электролитические конденсаторы расчитаны на 450 вольт, из чего не сложно сделать вывод, что выходное напряжение корректора коэфициента мощности не более 400 вольт. Произвести перерасчет тока, на который реагирует ККМ не трудно на схеме указаны номиналы токоизмерительных резисторов, а в паспорте на инвертор указана его мощность. Но это для тех, кто ленится разбираться с даташитом на данную микросхему корректора.
Выходные диоды ККМ STTH12R06D - 12 ампер, 600 вольт, корпус ТО-220 с металлическим фланцем, но у них время восстановления 12 nS, они реально быстрые, как раз подстать микросхеме, поскольку в даташнике на микросхему указывается минимальная рекомендуемая частота переключения 50 кГц, а типовая 120...150 кГц. Это довольно приличные частоты и при проектировании печатной платы нужно уделить максимальное внимание влиянию соседних проводников друг на друга
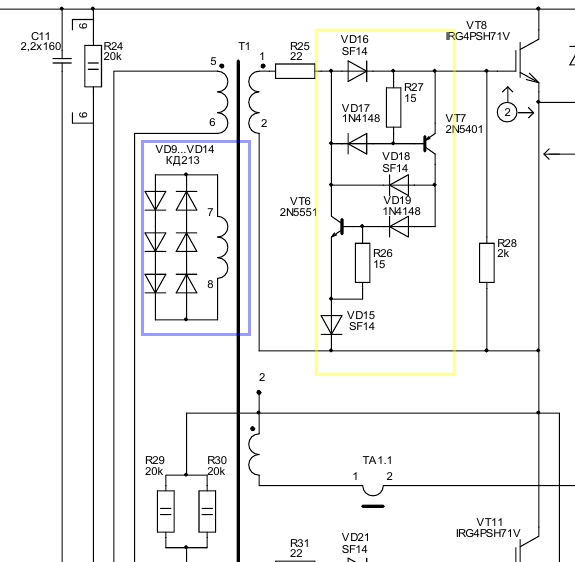
Следующим довольно интересным было схемотехническое решение в сварочном аппарате ВД-160И У2 (ВД-200И У2)
Первое, что бросилось в глаза, так это то, что ребята реально хорошо знают транзисторную схемотехнику. Полноценной схемы найти не удалось, однако лично мне понравилось то, что было увидено. Сначала я увидел ЭТОТ файлик, затем порывшись в интернете нашел вот ЭТОТ файлик.
Закрывающая силовой транзистор цепочка тоже довольно не традиционна - по сути это аналог тиристора и если уж он открываается, то не закроется пока на нем не будет реально нулевого напряжения (обведено желтым).
Так же используется довольно редкий способ удержания дуги при снижении тока, а именно добавлена дополнительная высоковольтная обмотка для облегчения поджига и удержания дуги. Я уже видел подобные решения, но в них использовались токоограничивающие резисторы на кучу ватт. Здесь же в качестве ограничителя тока выступает реактивное сопротивление L2, которе при слабых тока созадет маленькое падение напряжение на себе, а при больших ограничивает ток на столько, что диоды КД213 остаются целыми, т.е меньше 10 А. Таким образом значительно снижается выделяемое внутри сварочного аппратата тепло.
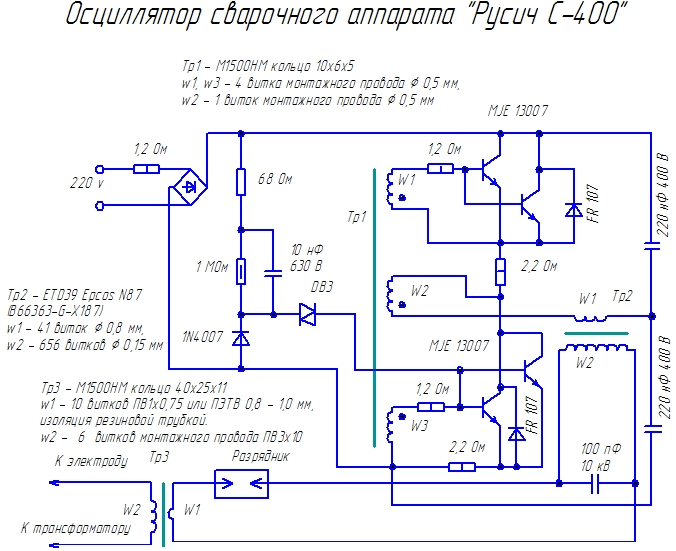
Для самодельного сварочного аппарата, работающего с аргоном нужен осцилятор. Впрочем осцилятор нужен и для плазмореза. Разумеется, что дугу можно поджечь и без него, касаясь электродом заготовки, но в момент касания односначно заточка электрода из вольфрама потеряет свою форму.
В данном варианте используется по два параллельных транзистора для увеличения выходного тока. Тут сразу оговорюсь - у самого зачесалиь руки купить готовый трансформатор и перемотать под осцилятор, но я удержался. Для подобного трансформатора нужно довольно приличное окно, поскольку вторичная обмотка должна иметь межслойную изоляцию - выходное напряжение подобного трансформатора должно быть порядка 4-6 кВ, а это требует межслойной изоляции не только между первичкой и вторичкой, но и между слоями первички. Даже используя фторопластовую ленту толщина изоляции займет не мало места, а с учетом того, что слои вторичной обмотки не должны добигать то краев каркаса хотя бы 2-3 мм, то и толщина самой обмотки увеличивается. Следовательно использовать сердечники от электронного трансформатора для ламп весьма затруднительно - размер окна расчитан строго под то количество обмоток и их толщину, которая используетсяв данном трансформаторе - при серийном производстве использование сердечников с "запасом" довольно убыточно.
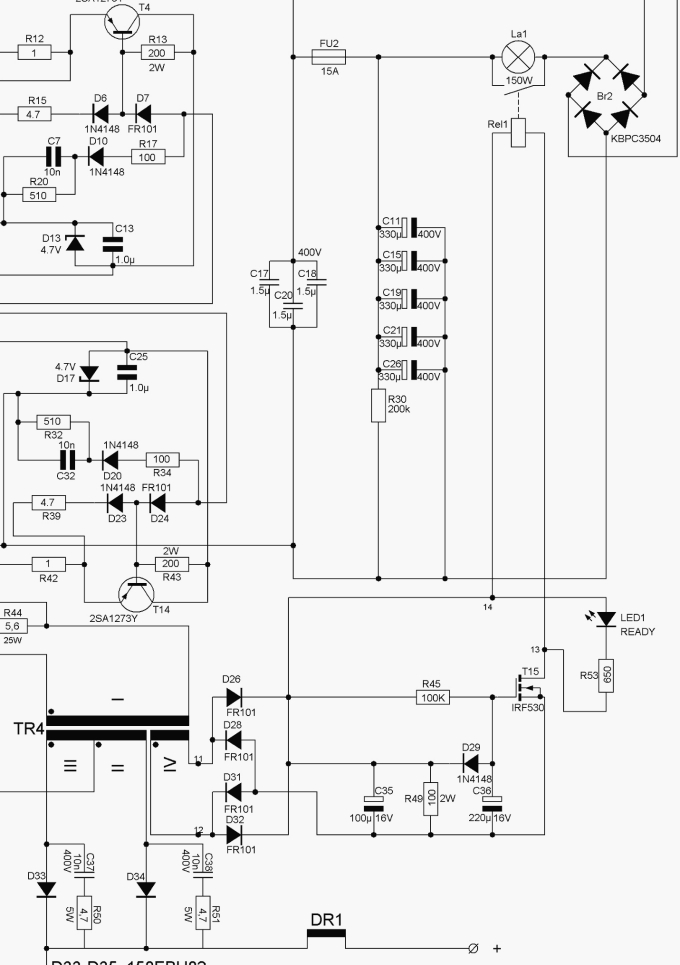
Зарядить конденсаторы первичного питания сварочного инвертора не так просто - напряжение приличное, емкость конденсаторов тоже, следовательно ток во время зарядки будет возникать огромный. Чаще всего для зарядки этих конденсаторов в сварочных инветорах используют токоограничивающие резисторы и термисторы. Я не не буду утверждать, что это схема заводского сварочного аппарата (СХЕМА ЗДЕСЬ), но автор не стал заморачитваться с резисторами, а просто поставил обычную лампу накаливания на 150 Вт. Тут же оговорка - обычная лампа довольно габаритна, поэтому желащим повторить подобное рекомендую использовать галогенку - она значительно меньше, да и трубку гораздо проще защитить от ударов, чем колбу обычной лампы:
Тут следует отметить, что реле софтстарта включается только тогда, когда на выходе инвертора появляется напряжение. СТРАНИЦА БУДЕТ ДОПОЛНЯТЬСЯ ПО МЕРЕ ОБНАРУЖЕНИЯ
Адрес администрации сайта: admin@soundbarrel.ru
|
|||||||||






МЕНЮ
РЕКЛАМА